Барабанный подпрессовщик-дозатор
В настоящее время на асбестообогатительных фабриках для подпрессовки асбестового волокна и его дозирования в весовую камеру пресса применяют шнековые подпрессовщики, состоящие из двух шнеков: большого и малого. Большой шнек захватывает асбестовую массу из течки и перемещает ее до упора в шарнирно подвешенную плиту с утяжелителем. Подпрессовка волокна происходит между концевой частью шнека и плитой. Степень подпрессовки волокна зависит от массы груза и сорта волокна. Загрузка волокна в весовую камеру осуществляется произвольными порциями. Следует также отметить, что асбестовая масса не обладает текучестью, благодаря волокнистой структуре, поэтому сопротивление вращению шнека велико, особенно при полной загрузке. В связи с этим мощность привода большого шнека значительна и составляет 11 кВт. В тоже время фактическая степень подпрессовки для 3-4 групп асбеста не превышает 2 раз по объему.
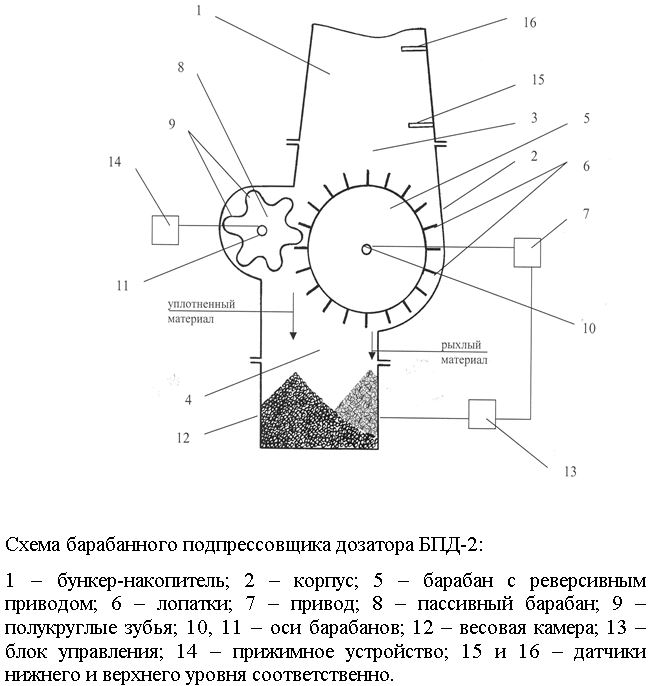
Таким образом, эффективность шнекового подпрессовщика невелика, особенно при малой загрузке, хотя привод работает на максимальных токах. Для сжатия асбестового волокна вдвое небольшими порциями не нужно больших усилий. Если обеспечить обжатие волокна небольшими порциями, но с большой скоростью, то можно при меньшей энергоемкости повысить эффективность подпрессовки и равномерность дозирования. Для реализации этой идеи предложена конструкция барабанного подпрессовщика БПД-2.
В процессе промышленных испытаний производилась оценка точности дозирования и временных показателей дозирования в сравнении со шнековым подпрессовщиком.
В результате проведенных испытаний модели БПД-2 можно сделать следующие выводы.
1. Сама идея нового подхода к подпрессовке и дозированию брикета асбеста необходимой массы оказалась работоспособной.
2. Точность дозирования брикета асбеста на БПД-2 лучше, чем шнековым подпрессовщиком. Так, среднее значение среднеквадратического отклонения, рассчитанное по 16 партиям брикетов для БПД-2, составило 0,258 кг, а для шнекового подпрессовщика (8 партий) – 0,402 кг, то есть уменьшение перегруза брикета в среднем составляет 144 г, см. табл. № 2.1 . Данные по этим партиям приведены в таблице 1. Используя в БПД-2 блока элетродинамического торможения привода реально ещё повысить точность дозирования брикета, что приведет к дополнительному выпуску товарной продукции.
3. Для БПД-2 среднее время полной загрузки массы асбеста на один брикет составило 65 секунд. Временной коэффициент рабочего состояния привода в зависимости от быстроты заполнения бункера-накопителя, определенный за три разных интервала времени, равен 0,288, 1,257 и 0,513. Среднее значение равно 0,353. Это означает, что привод БПД-2 находится во включенном состоянии 35 % времени.
4. Для шнекового подпрессовщика среднее время загрузки массы асбеста на один брикет составляет 248 секунд. Временной коэффициент рабочего состояния привода большого шнека в среднем равен 0,874, а малого шнека – 0,043.
5.Энергопотребление БПД-2 значительно меньше, чем шнекового подпрессовщика. Принимая во внимание, что мощность привода большого шнека составляет 11 кВт и мощность привода малого шнека 1,5 кВт, а у БПД-2 – 2,2 кВт, то можно подсчитать годовое (300 рабочих дней) снижение энергопотребления от замены шнекового подпрессовщика на БПД-2 на одной РУМ:
Э = 300*24*(0,874*11+0,043*1,5 – 0,353*2,2) = 64094 кВт,
где: 0,874 и 0,043 – временные коэффициенты работы приводов шнекового подпроесовщика;
0,353 – временной коэффициент работы привода БПД-2.
6. Достоинством БПД-2 является также его небольшие габариты в плане – около 1 м2.